The specialty and fine chemicals industry produces a wide range of chemicals with unique formulas and specifications. These chemicals are used in many different fields, from complex intermediates in manufacturing to high-end final products.
Specialty chemicals include products like pharmaceutical intermediates, agrochemicals, flavors, fragrances, and performance chemicals used in coatings, adhesives, and additives.
On the other hand, fine chemicals are produced in smaller quantities with higher purity and precision. Examples include high-purity electronic chemicals, cosmetic ingredients, and fine pigments for paints and coatings.
These chemicals require careful process control to ensure they meet the desired quality and functionality. Because there are so many different applications, no two solutions are exactly the same. Each requires expertise in chemistry, engineering, and technology to create the best process solution.

Challenges in Speciality & Fine Chemicals
Strict Regulatory Compliance
Global regulations on chemical production and distribution are becoming stricter, especially in markets like the EU and the US. For instance, the EU REACH regulation requires manufacturers to provide detailed safety information on products, including environmental and health impact assessments. Similarly, in the US, the Clean Air Act and Clean Water Act set strict limits on emissions and wastewater discharge. Companies must adapt to these changing regulations, which can increase compliance costs, delay product launches, and require constant monitoring to avoid penalties.
Supply Chain Vulnerability
Global disruptions, such as the COVID-19 pandemic, geopolitical tensions, and natural disasters (e.g., hurricanes, earthquakes), have impacted supply chains. It is leading to higher raw material costs and logistical uncertainties. For example, the Suez Canal blockage in 2021 caused major delays in delivering essential raw materials, affecting production schedules. These disruptions increase costs, limit availability, and create inventory shortages.
Product Quality and Consistency
As industries such as pharmaceuticals, electronics, and cosmetics demand higher-quality products, ensuring purity, uniformity, and functionality becomes increasingly important. In pharmaceuticals, even small impurities in active pharmaceutical ingredients (APIs) can reduce efficacy or compromise safety. In electronics, high-purity chemicals are necessary to meet the exact standards required for semiconductor manufacturing. Meeting these demands pushes companies to adopt advanced production methods, such as automated systems and real-time quality monitoring, to ensure consistent quality.
Sustainability Pressures
There is growing demand for green chemistry and eco-friendly processes. Consumers and regulators now expect more sustainable practices. For example, companies are shifting from toxic chemicals to safer, biodegradable alternatives. The green chemistry movement focuses on designing products and processes that minimize or eliminate the use of hazardous substances. In the agrochemical industry, this has led to the development of biodegradable pesticides and a reduction in environmental impact. Companies must invest in clean technologies and process optimization to lower waste, energy use, and carbon emissions.

Tailored Solutions for Unique Processing
Huading delivers energy-efficient solutions meticulously crafted to tackle the unique challenges of the speciality and fine chemicals sector. Our innovative technology prioritises superior efficiency, high purity, and sustainable practices throughout every stage of chemical processing.
1. Separation
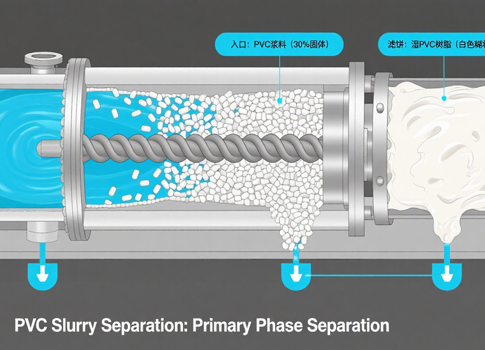
Our disc stack separators and decanter centrifuges use centrifugal force for continuous, efficient solid-liquid separation, handling high concentrations and fine particles with ease. These systems ensure high separation efficiency, producing clean, high-quality products.
Example Application:
In pharmaceutical production, our separators remove solids from suspensions, producing clearer liquids with minimal impurities. This reduces the need for extra filtration and boosts throughput. In specialty chemical manufacturing, such as high-purity electronic chemicals, our separators efficiently remove impurities, ensuring compliance with strict purity standards.
2. Filtration
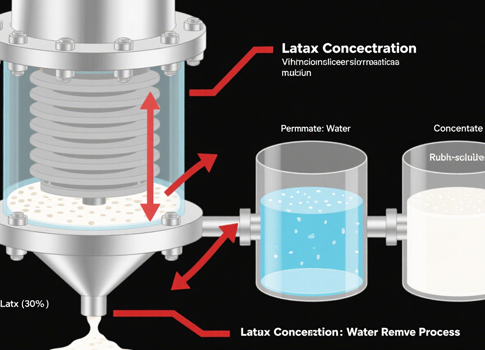
Filtration removes fine particles from chemical solutions to achieve the desired purity. Huading Separator offers a range of pressure leaf filters, bag filters, and membrane filters designed for high-pressure and high-viscosity slurries, ensuring that the final product meets high-quality standards.
3. Evaporation
Evaporation is commonly used for concentrating chemical solutions and recovering valuable solvents. Our evaporators are designed to provide efficient, energy-saving solutions, reducing operational costs while maintaining high product quality. These systems are ideal for solvent recovery and concentration applications in specialty chemicals.
4. Distillation & Rectification
Distillation purifies chemicals and separates components based on their boiling points. Our distillation and rectification systems provide precise separation, ensuring the production of high-purity chemicals and the recovery of valuable by-products.
Example Application:
In chemical manufacturing, our evaporators optimise the recovery of solvents, such as acetone and toluene, used in the production of paints and coatings. By recovering these solvents, manufacturers can lower waste production, reduce costs, and enhance yield. In biochemical processes, our evaporators are used for concentrating enzymes and proteins for more efficient manufacturing.
Example Application:
In fine chemicals production, our distillation systems are used to purify solvents like ethanol or methanol and remove residual impurities. These systems are critical in pharmaceutical manufacturing, where high-purity solvents are needed for active ingredient synthesis. Additionally, in flavor and fragrance production, our rectification systems ensure the separation of aromatic compounds to achieve desired purity and fragrance intensity.
5. Homogenization
Homogenization ensures uniformity in emulsions, suspensions, and other chemical mixtures. Our homogenisers provide a consistent particle size distribution.
6. Melt Crystallisation
Melt crystallisation is a crucial process for purifying heat-sensitive materials by separating components based on melting points. Huading offers advanced melt crystallisation units that ensure minimal thermal degradation while achieving high product purity.
Example Application:
In cosmetic manufacturing, our homogenisers ensure uniform consistency in lotions, creams, and emulsions. This enhances the stability and texture of products, preventing phase separation and improving the overall quality. In pharmaceuticals, homogenisers are used to ensure uniform dispersion of active ingredients in ointments, gels, and suspensions.
Example Application:
In pharmaceutical production, our crystallizers purify active pharmaceutical ingredients (APIs), ensuring that they meet the stringent purity requirements necessary for effective treatment. Similarly, in the food and beverage industry, melt crystallisation is used for purifying sugars and flavours, ensuring that they are of the highest quality and free from contaminants.
7. Drying & Particle Processing
Huading offers a full range of industrial drying systems, including spray dryers and vacuum dryers. These systems are designed to dry powders, granules, sludges, and slurries, ensuring optimal moisture content and particle size for further processing.
8. Exhaust Gas Cleaning
Our exhaust gas cleaning systems remove volatile organic compounds (VOCs) and particulate matter from industrial emissions, ensuring compliance with environmental regulations.
Example Application:
In fertilizer production, our drying systems ensure that potash, phosphate, and other agricultural chemicals have consistent moisture content and the correct particle size. In pharmaceuticals, our spray dryers are used to dry active ingredients for tablet production, ensuring they are free from excess moisture, which could affect their stability and effectiveness.
Example Application:
In polymer production, our exhaust gas cleaning systems prevent harmful emissions from escaping into the atmosphere. By removing VOCs and other pollutants, our systems help companies comply with stringent air quality standards. Similarly, in chemical manufacturing, our technology is used to reduce harmful emissions from processes such as solvent recovery and polymerisation, ensuring that production is not only efficient but also environmentally responsible.
Why Choose Us?
- Proven Expertise: Over 70 years of reliable, high-performance separation technology.
- Customisation: Tailored solutions for specific applications across industries.
- Energy Efficiency: Designed to reduce operational costs through energy-saving technology.
- Superior Quality: Ensures high purity and consistency in products.
- Global Reach: Installed in over 70countries with comprehensive support services.
- Sustainability: Focus on eco-friendly solutions and regulatory compliance.
- Innovation: Continuous R&D for cutting-edge technology and solutions.
- Comprehensive Solutions: Integrated systems for optimal efficiency and minimal downtime.
Need Help?
We’re always here to assist you! Just provide us with some details, and we’ll respond to your inquiry as soon as possible.