These challenges highlight why specialized treatment technologies are needed for industrial effluent. Centrifugal separation has emerged as a key technology to tackle many of these issues by rapidly separating phases without the need for excessive chemicals or large footprints.
Centrifugal Solutions for Industrial Effluent Management
Industrial centrifuges (including disc stack separators and decanter centrifuges) form a core part of modern effluent treatment strategies. They leverage high centrifugal force to accelerate separation processes that would be slow or impractical by gravity alone. Here are the core ways Huading’s centrifuge solutions address industrial effluent challenges:
1. Solids Removal and Clarification
Centrifuges excel at removing suspended solids from wastewater, producing a clarified liquid and a concentrated solids stream.
In an industrial effluent context, this clarification step is used to:
Remove Particulates: Capture fine particles, crystalline precipitates, and insoluble contaminants from chemical process water, leaving behind much clearer effluent. High-speed centrifuges can remove even very fine solids that conventional settling tanks might miss.
Protect Downstream Systems: By eliminating solids, centrifuges prevent clogging or fouling of downstream equipment like membranes or heat exchangers. This pre-treatment extends the life of filters and improves overall treatment efficiency.
Enhance Discharge Quality: The clarified water from the centrifuge has dramatically lower turbidity and solids content, helping meet stringent discharge limits or making the water suitable for recycling in the plant. For instance, Huading’s high-G decanter centrifuges achieve efficient solids-liquid separation, ensuring minimal residual solids in treated water.
2. Oil and Water Separation
Disc separators are used when industrial effluent contains immiscible liquid phases like oils or solvents along with water.
They can simultaneously separate oil, water, and solids in one step:
Recovering Valuable Oils: In industries like petrochemicals or metal processing, centrifuges can recover oil fractions from wastewater. This not only cleans the water but also allows the recovered oil to be recycled or sold.
Breaking Emulsions: Centrifugal force aids in breaking emulsions without chemical demulsifiers, by quickly concentrating the lighter oil phase and heavier water phase separately.
Protection from Pollution: Removing oils and organic contaminants ensures the effluent won’t create surface films or toxicity in receiving water bodies. Efficient oil-water separation is often necessary to meet environmental discharge standards for hydrocarbons. Huading’s disc stack separators are well-suited for such tasks, providing high rotational speeds and disk pack designs that achieve fine separation of liquid phases.
3. Sludge Thickening and Dewatering
After solid-liquid separation, the remaining sludge needs volume reduction. Decanter centrifuges are particularly effective for thickening and dewatering industrial sludge:
Reduce Waste Volume: By spinning out as much liquid as possible, centrifuges significantly reduce the volume of sludge that must be handled, transported, or disposed. This is vital for chemical waste sludges which can be costly to treat or incinerate. A well-optimized decanter can produce a cake with high solids content, minimizing disposal weight.
Lower Disposal Costs: Drier sludge means lower weight and volume, which directly cuts disposal and handling costs. For example, integrating a decanter centrifuge in a chemical plant’s wastewater system helps convert a watery waste into a much smaller quantity of semi-dry cake, making zero liquid discharge goals more achievable.
Continuous Operation: Huading decanter centrifuges operate continuously, automatically ejecting dewatered solids while returning clarified water, which is ideal for facilities that generate sludge nonstop. The process is enclosed and can be controlled to adjust the degree of dewatering even during operation, ensuring flexibility and consistent results.
4. Resource Recovery and Recycling
One often overlooked aspect of effluent treatment is the potential to recover valuable substances from what would otherwise be waste. Centrifuge technology can assist in this by separating and concentrating useful components:
Recovery of Chemicals and Catalysts: In chemical manufacturing, expensive catalysts or unreacted raw materials sometimes end up in waste streams. By separating solids and liquids, centrifuges can help reclaim these materials. The recovered catalysts or chemicals can be reintroduced to the process or recycled, improving overall yield and saving costs.
Water Reuse: The high quality of centrifuge-treated water can allow it to be recycled back into the process (for washing, cooling, or even as process water) instead of being discharged. Some advanced installations use centrifuge systems as a prelude to filtration and evaporation, enabling near-closed-loop water reuse.
By-product Generation: In some cases, what is removed can become a product. For example, centrifuges might concentrate biosolids or organic matter from effluent that can be used in biogas production, or recover metal hydroxide sludge that can be processed for metal recovery. By upgrading industrial effluents into secondary products, companies can turn waste into profit.
Each of these application scenarios – clarification, oil separation, dewatering, and resource recovery – can be configured into an integrated effluent treatment line.
Why Choose Huading for Industrial Effluent Treatment?
Huading Separator is a trusted name in separation technology, offering complete, efficient, and proven solutions for industrial effluent treatment. Here’s why professionals choose us:

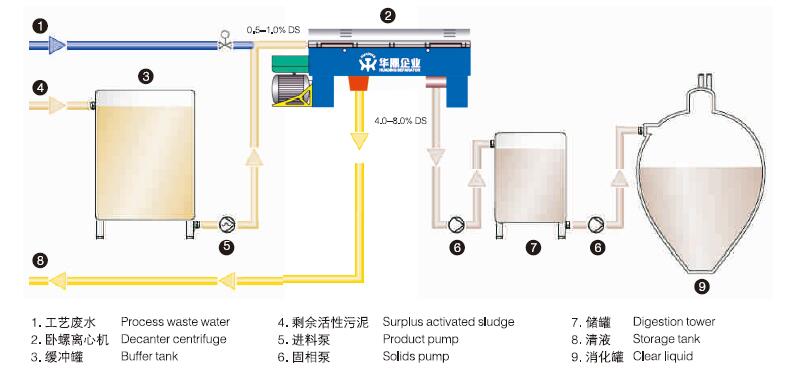 International water conservation policy has focused especially on advanced waste water treatment. The inevitable consequence: a worldwide increase in the sewage sludge volume. How can the municipalities dispose of the growing volume in an environmentally acceptable manner and cost-effectively? The solution is highly efficient dewatering leaving as few residuals as possible. Because the higher the solids concentration of the sewage sludge is, the more economical the further processes are.
International water conservation policy has focused especially on advanced waste water treatment. The inevitable consequence: a worldwide increase in the sewage sludge volume. How can the municipalities dispose of the growing volume in an environmentally acceptable manner and cost-effectively? The solution is highly efficient dewatering leaving as few residuals as possible. Because the higher the solids concentration of the sewage sludge is, the more economical the further processes are.